发布日期:2025-03-24 09:47 浏览次数:
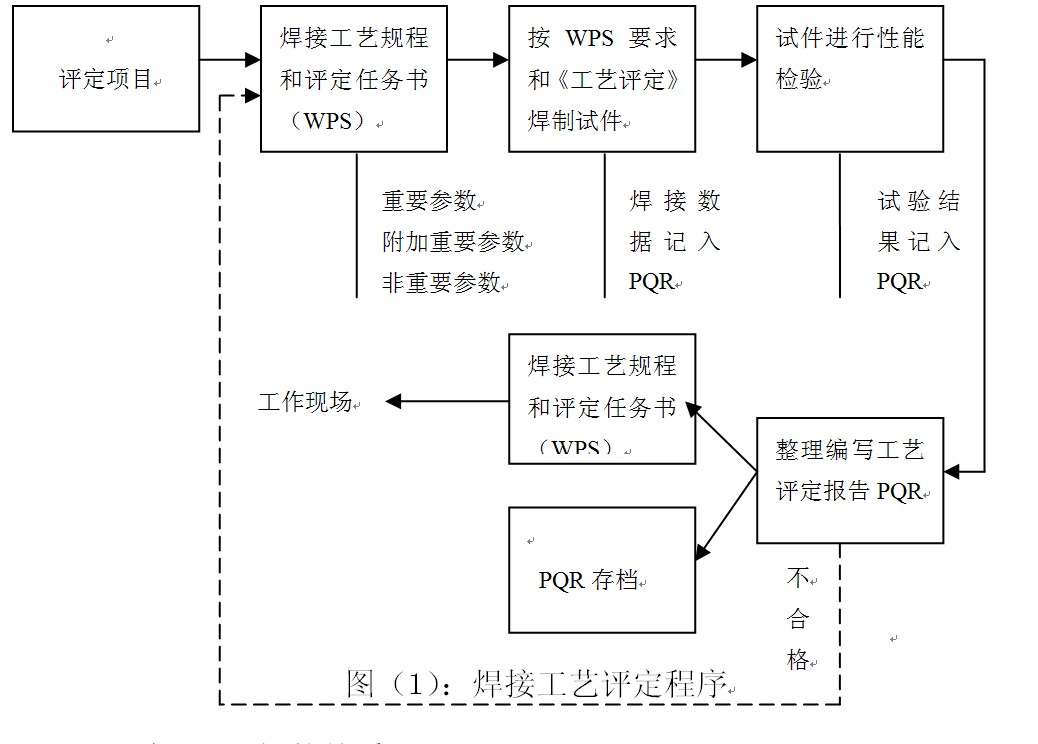
焊接工艺评定是确保焊接接头质量符合相关标准和设计要求的重要过程,其流程通常分为以下步骤:
一、前期准备阶段
1.编制评定委托书或指导书(pWPS)
★明确评定对象、目的、依据标准(如ASME、GB等)。
★确定试件材料(母材与焊材)、尺寸、焊接方法(如电弧焊、激光焊)、工艺参数(电流、电压、预热温度等)。
★规定检测项目(如无损检测、力学性能试验)及验收标准。
2.拟定焊接工艺
★根据母材特性(物理、化学性能)、焊缝受力状态、几何形状及焊接位置设计初步工艺。
★选择合格的焊工和设备,确保焊接过程可控。
二、试件焊接阶段
1.试件制备
★试件尺寸、形状、材料需与实际焊接结构一致或相似,确保评定结果的可靠性。
★按pWPS要求加工坡口、组对试件。
2.实施焊接
★在受控环境下(如温度、湿度控制)严格按pWPS参数施焊。
★记录实际焊接参数(如电流波动范围、层间温度),确保可追溯性。
三、检验与测试阶段
1.外观检查
★检查焊缝表面是否有裂纹、咬边、未熔合等缺陷。
2.无损检测(NDT)
★采用射线(RT)、超声(UT)等方法检测内部缺陷(如气孔、夹渣)。
★例如:某管道工程要求气孔直径≤壁厚的10%。
3.力学性能试验
★拉伸试验:验证抗拉强度,试样抗拉强度不低于母材下限。
★弯曲试验(面弯、背弯):检测熔合线结合质量,试样需保留原始表面。
★冲击试验:低温(如-20℃)下测试韧性,3个试样平均值≥标准值,且单个值≥70%标准值。
4.化学成分分析
★用光谱仪检测焊缝金属元素(如C、S、P),确保与母材匹配。
★例如:不锈钢焊接需控制Cr/Ni比在18/8±0.5。
1.评定结果
★若所有试验合格,出具《焊接工艺评定报告(WPQR)》。
★若不合格,需分析原因(如预热不足、参数不当),修改pWPS后重新试验。
2.编制焊接工艺规程(WPS)
★将评定合格的工艺参数转化为生产指导文件,包含接头详图、焊接顺序、热处理要求等。
★例如:某铝合金点焊工艺卡标注电极压力3.5kN±0.2kN、焊接时间12 cycles。
五、应用与反馈
1.工艺实施
★焊工严格按WPS操作,检验人员依据WPS检查焊缝质量。
2.持续改进
★若生产中出现质量问题,需重新评定工艺或调整WPS(非关键变量可灵活调整,关键变量需重新评定)。
关键注意事项
★标准合规性:不同行业(如核电、压力容器)可能有额外要求,需参考相关规范(如ASME IX、EN ISO 15614)。
★设备校准:检测仪器需定期校验,确保结果准确性。
★记录保存:WPQR和WPS需存档至工艺失效,试件和试样应妥善保存备查。
通过以上流程,可验证焊接工艺的可靠性,为实际生产提供科学依据,确保焊接质量符合安全标准。