驱动轴外球笼
发布日期:2024-01-20 11:11 浏览次数:
某型号驱动轴外球笼装机后0公里时出现断裂,产品图及断裂位置如图1所示。产品材质为55号钢,由棒料锻造成型,生产工艺为:锻件→车加工→滚轧花键螺纹→清洗→中频感应淬火→追溯性打标记→回火→硬车端面外径→硬铣球面沟道→探伤退磁清洗→全检→装配→防锈入库。
为分析产品断裂的根本原因,分别对断裂产品进行了化学成分分析、硬度测试、硬化层深度检测、非金属夹杂物检测、低倍检测、金相分析、晶粒度检测、断口形貌分析、能谱分析等相关测试。检测结果如下所述。

图1 产品剖面图及断裂位置
1. 化学成分分析:
测试方法:GB/T 4336-2016
|
元素 |
碳(C) |
硅(Si) |
锰(Mn) |
磷(P) |
硫(S) |
|
要求(wt)(1),% |
0.52~0.60 |
0.17~0.37 |
0.50~0.80 |
≤0.035 |
≤0.035 |
|
结果(wt),% |
0.57 |
0.27 |
0.80 |
0.013 |
<0.002 |
|
元素 |
铬(Cr) |
镍(Ni) |
铜(Cu) |
结论 |
|
要求(wt)(1),% |
≤0.25 |
≤0.30 |
≤0.25 |
- |
|
结果(wt),% |
0.21 |
0.02 |
0.02 |
符合 |
注:(1)根据GB/T 699-2015中牌号55指定要求。
2. 硬度测试:
测试方法:GB/T 230.1-2018
|
测试项目 |
测试位置 |
要求 |
结果 |
平均值 |
结论 |
|
HRC |
芯部 |
≤32HRC |
11.8 |
16.2 |
14.9 |
14.3(1) |
符合 |
注:(1)硬度值低于20HRC,结果仅供参考。
3. 硬化层深度:
测试方法:GB/T 5617-2005
|
测试位置(距外圆表面) (mm) |
结果 (HV1) |
|
位置 1 |
位置 2 |
|
0.5 |
729 |
720 |
|
1.0 |
727 |
724 |
|
1.5 |
708 |
708 |
|
2.0 |
710 |
645 |
|
2.5 |
676 |
617 |
|
3.0 |
619 |
598 |
|
3.5 |
549 |
571 |
|
4.0 |
- |
382 |
|
硬化层深度(mm) |
3.49 |
3.56 |
|
要求(1) |
3.3~4.7(550HV1.0) |
|
结论 |
符合 |
符合 |
注:(1)根据客户指定要求。
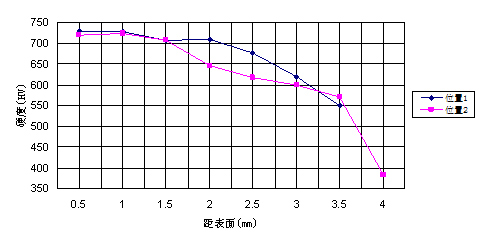
图2 试样有效硬化层深度曲线
4. 非金属夹杂物测试:
测试方法:GB/T 10561-2005
|
项目 |
测试
位置 |
类别 A |
类别B |
类别C |
类别D |
类别DS |
|
细系 |
粗系 |
细系 |
粗系 |
细系 |
粗系 |
细系 |
粗系 |
|
结果 |
轴向 截面 |
- |
- |
- |
- |
- |
- |
0.5 |
- |
- |
图3 细系D类夹杂物 100x
5. 金相分析:
测试方法:GB/T 13298-2015&JB/T 9204-2008
腐蚀剂:4%硝酸酒精溶液
步骤1:从原始样品上制取试样;
步骤2:清洁,抛光,腐蚀;
步骤3:在显微镜下观察。
测试结果:
|
测试项目 |
测试位置 |
要求(1) |
测试结果 |
结论 |
|
金相分析 |
齿根距表面0.2mm |
距表面0.2mm淬火组织3~7级 |
针状马氏体,4级 |
符合 |
|
距表面10mm金相组织 |
杆部芯部直径9mm内为原材料
(铁素体+珠光体)杆部直径27.6±0.1mm |
片状珠光体+块状铁素体 |
符合 |
注:(1)根据客户指定要求。
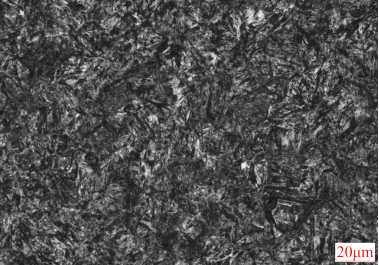
图4硬化层金相组织照片 500x
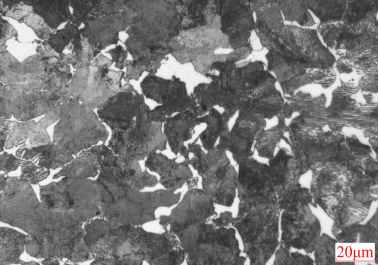
图5 距表面10mm处金相组织照片 500x
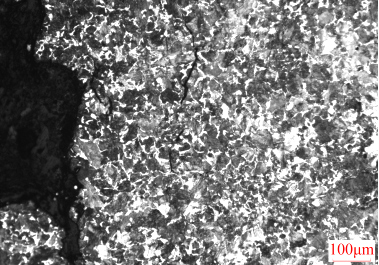
图6断口截面金相组织照片,可见条形裂纹 100x

图7 上图裂纹放大金相组织照片,裂纹实质为非金属夹杂 500x
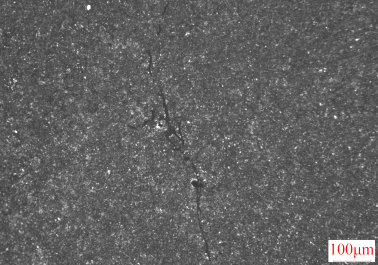
图8靠近断口表面淬火区条状裂纹金相组织照片 100x
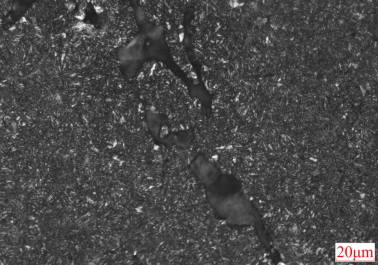
图9 上图所示缺陷放大金相组织照片,裂纹内部可见非金属夹杂 500x
6. 晶粒度测试:
测试方法:GB/T 6394-2017
腐蚀剂:4%硝酸酒精溶液
步骤1:从原始样品上制取试样;
步骤2:清洁,抛光,腐蚀;
步骤3:在显微镜下观察。
测试结果:
|
测试项目 |
测试位置 |
要求 |
测试结果 |
|
晶粒度 |
距表面10mm |
≥5.0级 |
9.0级 |
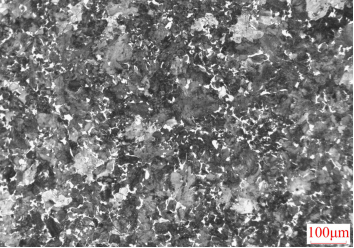
图10 晶粒度 100x
7.低倍测试
测试方法:GB/T 226-2015
低倍发现斑点状缺陷,如图11,图12所示。
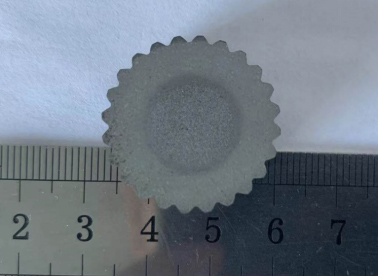
图11 低倍组织
图12 低倍局部放大 10 x
8.断口形貌分析&能谱分析:
测试方法:SEM&EDS
断口宏观形貌如图13所示,整个断口大部分区域呈氧化色,以大约1/2半径为界,1/2半径处呈明显深蓝氧化色,氧化温度约400℃,1/2半径至芯部呈黄褐色,氧化温度大约200-300℃,1/2半径至表面区域大约一半面积呈现金属光泽。由断口宏观氧化现象可知,产品在进行表面淬火时已经出现不完全开裂。
图14为断口局部低倍放大形貌,从明暗角度,断口可分为3个区域,分别是光亮高温氧化区,光亮非氧化区及较暗氧化区。
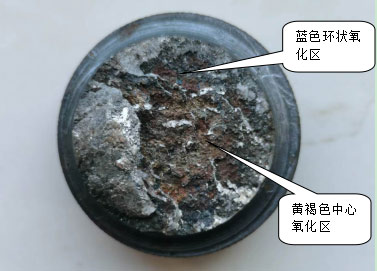
图13 断口整体形貌,大部分断口表面无金属光泽
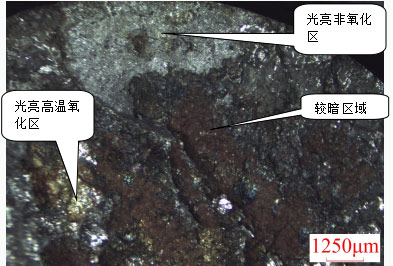
图14 上图局部放大宏观形貌
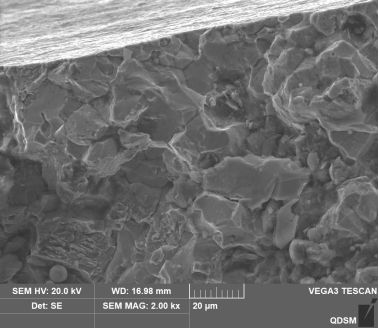
图15 断口圆周区域微观形貌,看见沿晶及少部分穿晶形貌
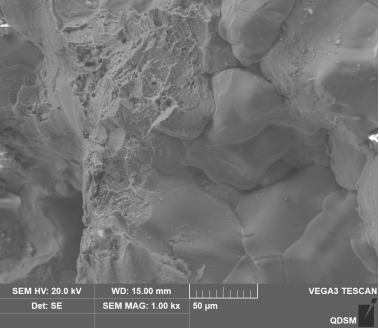
图16 断口中心区域微观形貌,部分可见韧窝形貌,部分区域可见晶粒轮廓,和图14对比可知,晶粒表面覆盖有杂质
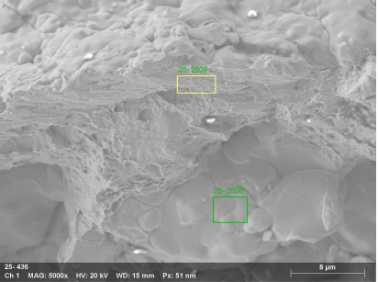
图17 从断口中部区域选取典型位置进行EDS能谱分析,结果见图18
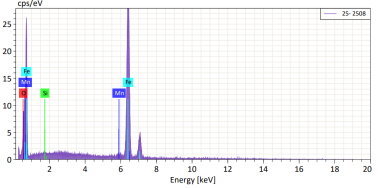
图18 图17杂质覆盖区能谱图,谱图显示断口表面杂质主要为铁的氧化物
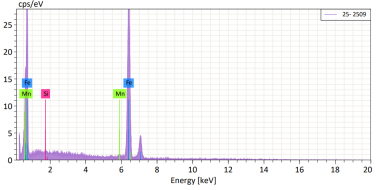
图19 图17韧窝断裂区能谱图,谱图显示断口无氧化物
9. 分析讨论:
通过上述检测可知,产品化学成分、显微金相组织、硬度、硬化层深度等项目符合技术要求,低倍测试发现产品中心区域存在少量斑点状偏析。形貌分析及能谱分析显示部分断口表面存在氧化物,结合断口表面宏观特点及靠近断口金相组织,产品在断裂前在断裂处存在严重内部缺陷。在表面淬火及后续使用过程中缺陷处开裂。
产品断裂机理是:由于原材料在断裂处存在严重夹杂,在后续表面淬火过程中夹杂处形成裂纹并扩展,在随后装车使用时裂纹进一步扩展导致产品断裂。



