发布日期:2022-03-28 16:18 浏览次数:


|
元素 |
碳(C) |
硅(Si) |
锰(Mn) |
磷(P) |
硫(S) |
|
要求(wt)(1),% |
0.38~0.45 |
0.17~0.37 |
0.50~0.80 |
≤0.030 |
≤0.030 |
|
结果(wt),% |
0.39 |
0.23 |
0.70 |
0.007 |
0.003 |
|
元素 |
铬(Cr) |
镍(Ni) |
钼(Mo) |
铜(Cu) |
结论 |
|
要求(wt)(1),% |
0.90~1.20 |
≤0.30 |
0.25~0.25 |
≤0.30 |
- |
|
结果(wt),% |
1.10 |
0.03 |
0.18 |
0.04 |
符合 |
|
测试项目 |
测试位置 |
要求(1) |
结果 |
平均值 |
结论 |
||
|
HRC |
外圆表面 |
50~55HRC |
49.2 |
49.8 |
50.9 |
50.0 |
符合 |
|
49.5 |
50.4 |
50.9 |
50.3 |
符合 |
|||
|
49.8 |
50.4 |
50.9 |
50.4 |
符合 |
|||
|
距表面20mm |
28~32HRC |
27.3 |
26.5 |
26.5 |
26.8 |
不符合 |
|
|
测试位置(距外圆表面) (mm) |
结果 (HV1) |
|
|
位置 1 |
位置 2 |
|
|
0.5 |
501 |
521 |
|
1.0 |
528 |
522 |
|
1.5 |
548 |
529 |
|
2.0 |
557 |
543 |
|
2.5 |
551 |
552 |
|
3.0 |
562 |
542 |
|
3.5 |
261 |
261 |
|
4.0 |
268 |
255 |
|
硬化层深度(mm) |
3.30 |
3.29 |
|
项目 |
测试 |
类别 A |
类别B |
类别C |
类别D |
类别DS |
||||
|
细系 |
粗系 |
细系 |
粗系 |
细系 |
粗系 |
细系 |
粗系 |
|||
|
结果 |
截面 |
- |
- |
- |
- |
- |
- |
0.5 |
0.5 |
- |
|
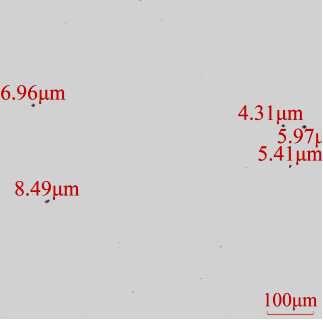
测试项目 |
测试位置 |
测试结果 |
|
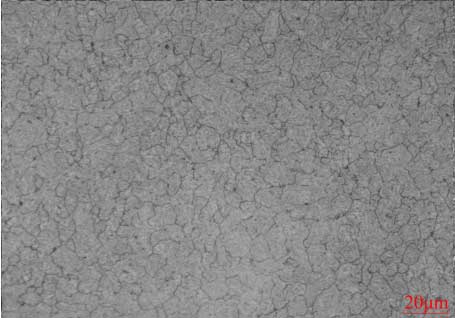
金相分析 |
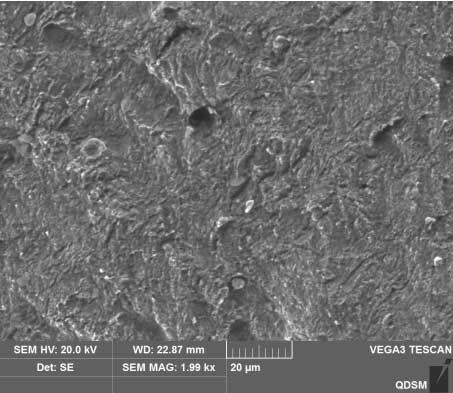
硬化层金相组织 |
细微马氏体(隐针马氏体) |
|
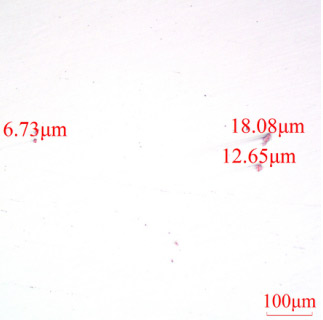
距表面10mm |
回火索氏体+针片状铁素体,部分铁素体呈魏氏组织形态。 |

|
测试项目 |
测试位置 |
测试结果 |
|
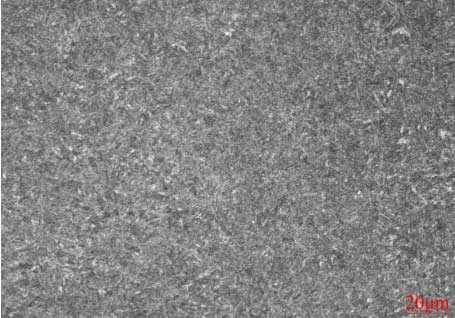
晶粒度 |
硬化层 |
10.5级 |
|
距表面10mm |
8.0级 |